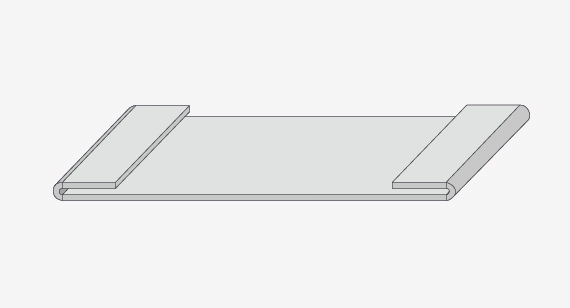
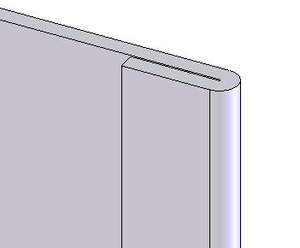
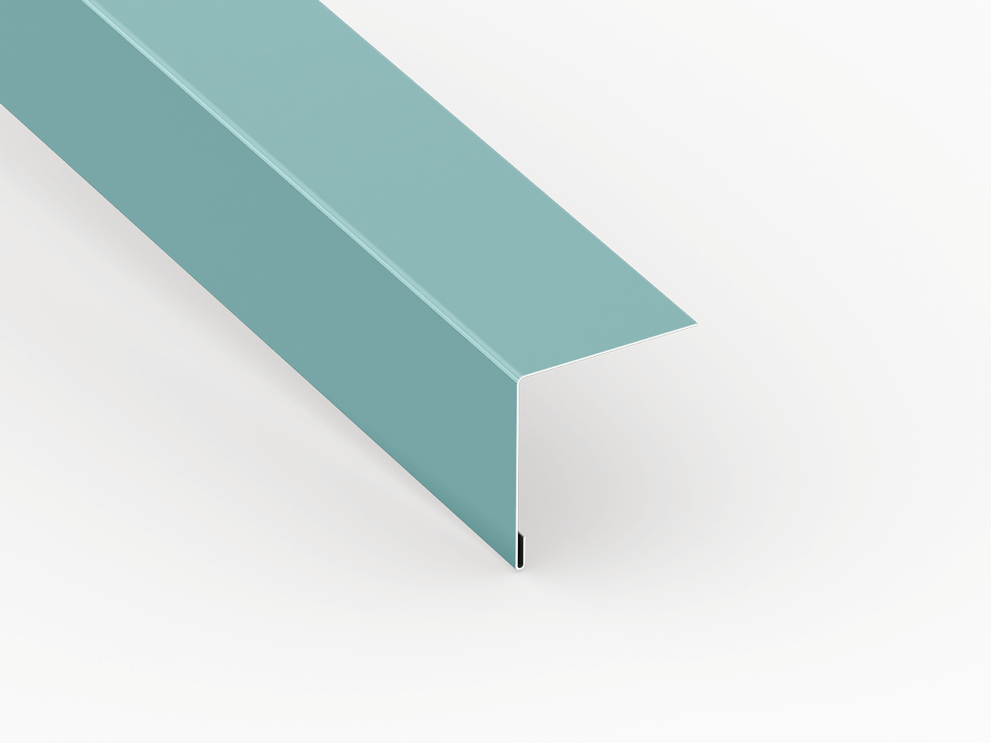
Aluminum Sheet Metal Hem
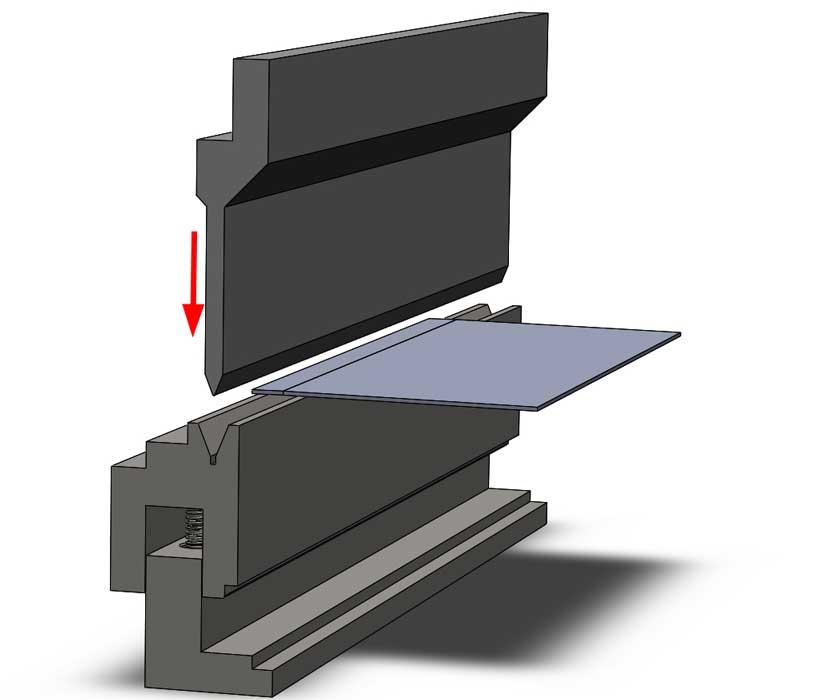
Press Brake Basics Bending Across The Hem
What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools
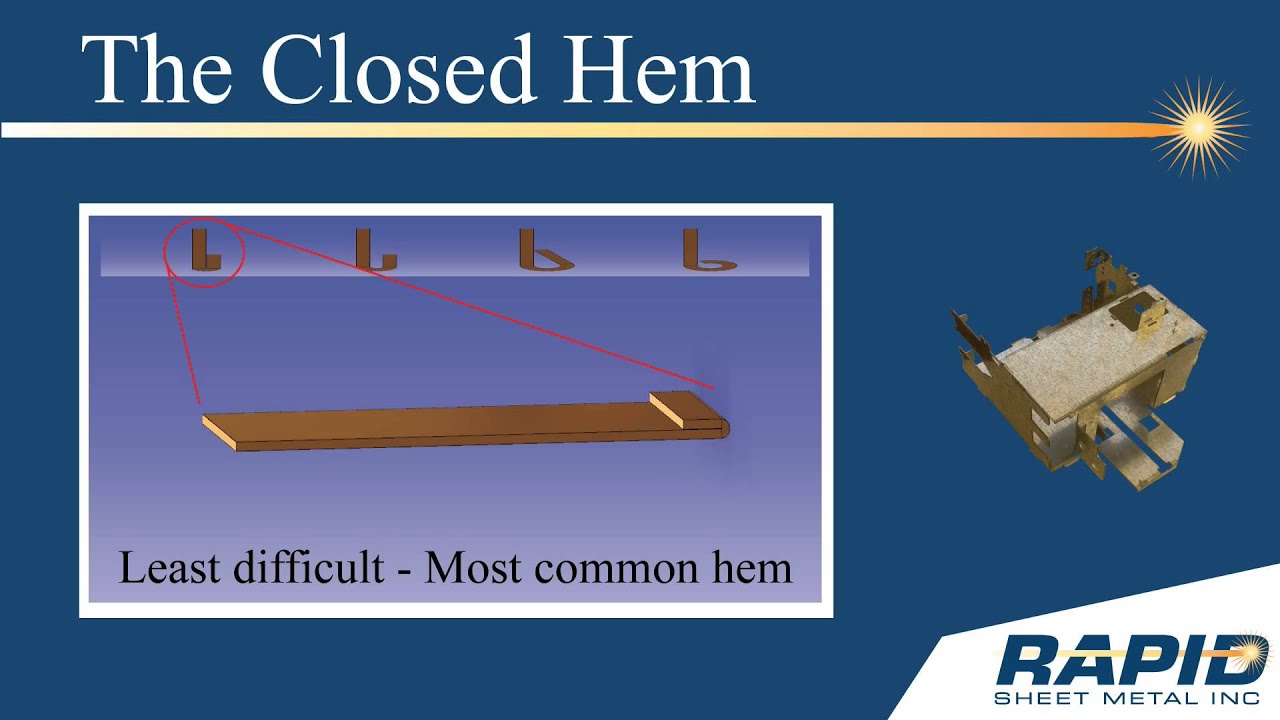
Rapid Sheet Metal Tech Tip Forming A Closed Hem Youtube
Sheet Metal Hems Sheetmetal Me

Hemming Process In Press Brake Youtube

Hemming Technology Fabricating Technology
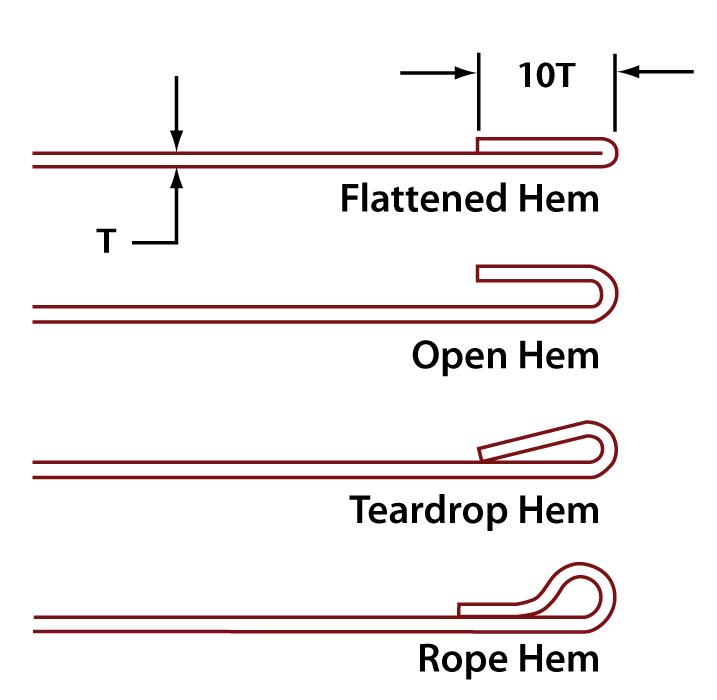
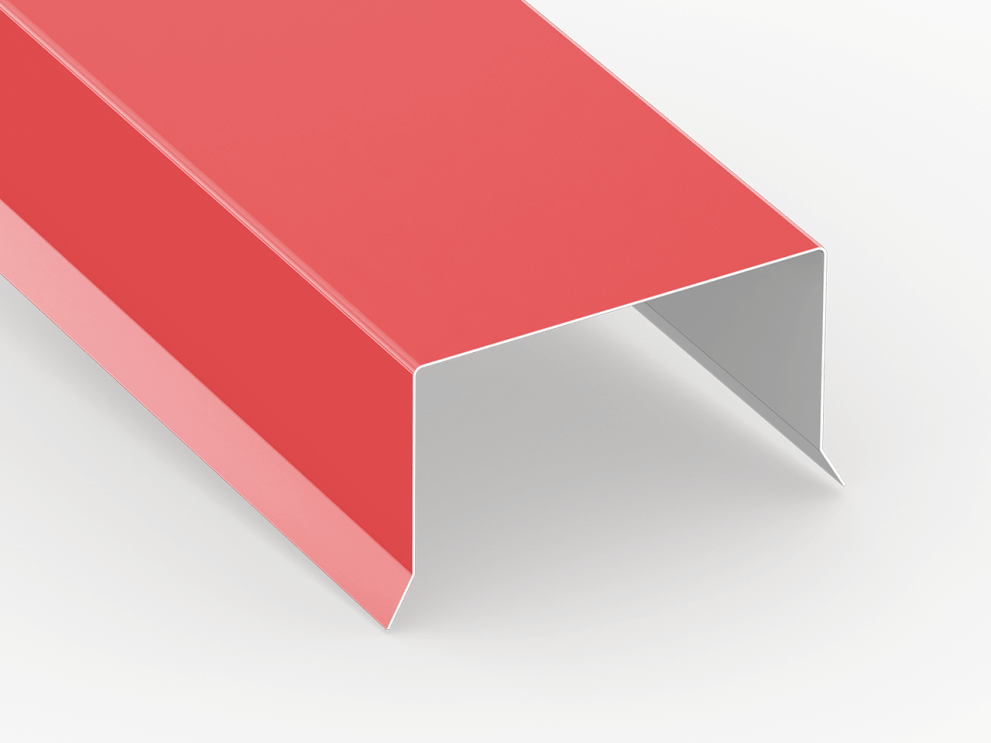
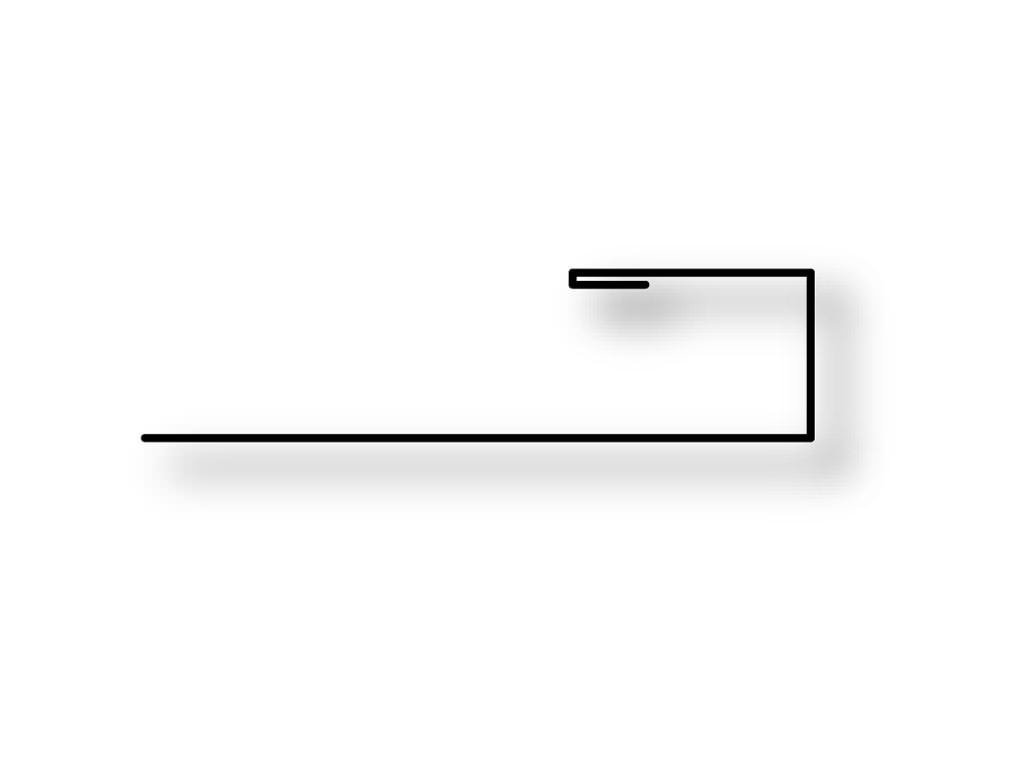
Hems are commonly used to reinforce an edge hide burrs and rough edges and improve appearance.
Aluminum sheet metal hem.
Sheet Metal Fabrication Design Guidelines
Hemming And Seaming Wikipedia
The War Room Strategy For Stamping Aluminum Metalforming Magazine Article

A Review On Mechanical Joining Of Aluminium And High Strength Steel Sheets By Plastic Deformation Sciencedirect

Sheet Metal Manufacturing The Definitive Guide Blog

5 Ways To Improve Your Sheet Metal Parts 3erp Prototyping
Https Cdn2 Hubspot Net Hubfs 340051 Design Guides Xometry Designguide Sheetmetal Pdf
Drip Edge Hem No Kick Sheet Metal Supply Flashing
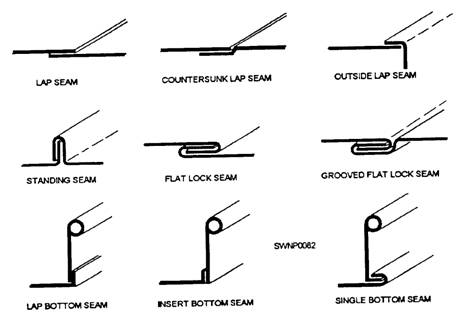
Aluminum Sheet Aluminum Sheet Joints
Https Www Mdpi Com 2075 4701 10 1 81 Pdf

Pdf Detection And Characterization Of Surface Cracking In Sheet Metal Hemming Using Optical Method

Hem Feature Design Guidelines In Sheet Metal Design Sheet Metal Metal Sheet Design Sheet Metal Drawing

Bending A Hem On A Radius Piece Of Sheet Metal Youtube
Https Citeseerx Ist Psu Edu Viewdoc Download Doi 10 1 1 103 6004 Rep Rep1 Type Pdf
Low Slope Roof Coping Cap Kick No Hem Sheet Metal Supply Flashing

Quick Hem Qh 50 Or Qh 75 Roll Former Corporation

Freund Radius Roller 25 50 Tools Are For Bending Edging Curved Sheet Metal And Can Produce Tight Radii Sheet Metal Tools Metal Bending Tools Metal Bender

Figure 8 From Flanging And Hemming Of Auto Body Panels Using The Electro Magnetic Forming Technology Semantic Scholar
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrfm2cl4uh Elmvyszuehk6ynhndi52dv6r6lwowh7yl Fsqqpn Usqp Cau

Knurled Edge Hemming Tool Mate Precision Technologies
Rain Diverter Flashing Metal Copper Aluminum Steel

How To Hem And Bend Trim Coil On A Sheet Metal Brake Youtube

5 6 K Style Copper And Aluminum Gutter Hanger Without Screw With Hem

Pdf Straight Hemming Of Aluminum Sheet Panels Using The Electromagnetic Forming Technology First Approach
Source : pinterest.com
